Фазовые и структурные превращения при плазменном нагреве металлов
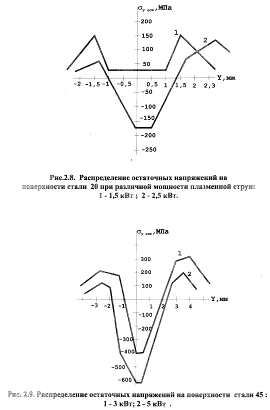
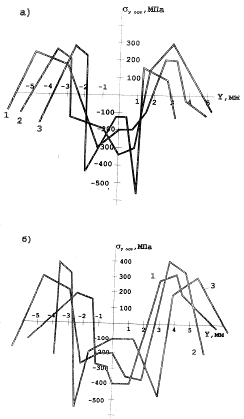
Рис. 2.10. Распределение остаточных напряжений на поверхности
сталей У10 (а) и 9ХФМ (б) при различной мощности
плазменной струи. 1.Р = 2.5 кВт; 2. Р = 3,5 кВт; 3. Р = 5,5 кВт /оплавление/
В работах [1,16, 32, 35] отмечалось, что значительное влияние на распределение остаточных напряжений при поверхностном упрочнении оказывает скорость обработки.
На рис. 2.11. доказано влияние скорости обработки сталей 20, 45, 40Х, 9ХМФ.
При небольших скоростях обработки в центре упрочненной зоны (с оплавлением) сталях 20, 45,40Х формируются растягивающие напряжения, а краям зоны оплавления - напряжения сжатия.
С увеличением скорости обработки напряжения в центре зоны переходят из растягивающих в сжимающие.
На стали 9ХМФ с увеличением скорости обработки напряжения сжатиявцентре, зоны
(у – 0) переходят в растягивающиеся.
Рис.2.11. Изменение остаточных напряжений в
центре упрочненной зоны в зависимости
от скорости обработки (мощность Р=4, 5 кВт);
1. –Сталь 20; 2. – Сталь 45; 3. – Сталь 40Х;
4- Сталь 9ХФМ
Проведенные исследования показали, что распределение остаточных напряжений по ширине упрочненной зоны на всех исследованных сталях характеризуются сильной неравномерностью. Более резкий переход от сжимающих напряжений к напряжениям растяжения наблюдается по глубине упрочненного слоя, что в некоторых случаях может приводить к снижению прочности (вследствие хрупкого скола участков упрочненного слоя).
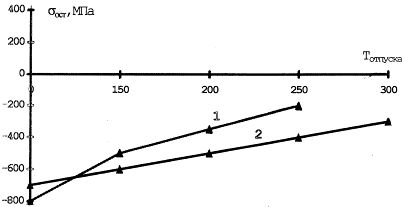
Рис. 2.12. Зависимость остаточных напряжений
в упрочненных сталях 45(1), 30ХГСА(2), от температуры отпуска.
В связи с этим, необходимо выбирать оптимальные режимы упрочнения
(в зависимости от типа стали) с благоприятным распределением остаточных напряжении Кроме того, при поверхностном упрочнении необходимо создавать благоприятные остаточные напряжения по величине, знаку и распределению, при которых в наибольшей мере компенсируются напряжения, создаваемые внешним напряжением. Известны случаи [18,19] снятия или перераспределения остаточных напряжений в процессе работы - под воздействием циклических упругих деформаций, малых пластических деформаций , при однократных перегрузках или невысокого, но продолжительного нагрева в процессе работы и т.д. Так, в процессе отпуска, происходит уменьшение остаточных напряжений за счет их релаксации. В образцах из стали 45, ЗОХГСА, закаленных при помощи плазменного упрочнения, после низкотемпературного отпуска наблюдается уменьшение сжимающих остаточных напряжений в упрочненном слое, рис.2. 12.
Способы плазменного поверхностного упрочнения можно разделить на два больших направления – процессы, проводящиеся с материалами в твердом состоянии и при расплавлении их поверхности [9, 10, 13, 14, 23-26]. На рис. 2.13. Приведена часть вариантов плазменного поверхностного упрочнения, которые теоретически и практически возможно осуществить.