Коммутация
Для более полной оценки напряженности коммутации по величине мощности, выделяющейся под щеткой при искрении, необходимо учитывать коммутационные свойства самих щеток. При расстройстве коммутации и применении электрографитированных, графитовых и угольно-графитных щеток искрение возникает равномерно по всей длине коллекторных пластин (при искрении коллекторные пластины обычно имеют по всей длине равномерный подгар с одного края), в результате чего происходит равномерная эрозия щеток и коллекторных пластин. Износ щетки будет зависеть от удельной мощности, выделяющейся на единице длины края щетки:
 . (2.63)
. (2.63)
При этом kщ = iпeр.п/lщ является мерой оценки коммутационной напряженности машины. Обычно коммутация машины не вызывает затруднений, если kщ < 500 Вт/см. В общем случае величина kщ должна уточняться для каждого типа машины, исходя из особенностей ее технологии изготовления и условий эксплуатации. При этом должно учитываться демпфирующее действие вихревых токов в проводниках якоря, особенно заметное в машинах большой мощности.
Проведенные исследования показали, что если удельная мощность ри.уд, выделяющаяся под краем щетки, менее 1 Вт/см, то современные электрографитированные щетки уменьшают остаточный ток настолько, что искрения совершенно не наблюдается, т.е. для безыскровой коммутации необходимо, чтобы
![]() Вт/см. (2.64)
Вт/см. (2.64)
Из (2.64) можно определить ориентировочную величину допустимой степени некомпенсации ![]()
Или
![]() . (2.65)
. (2.65)
Режимы, при которых Δпр% ≤ 1 ÷ 2%, неизбежно сопровождаются искрением под щетками. Интенсивность износа коллекторных пластин должна оцениваться величиной kк = (km/z) 2 р, так как искрение, повреждающее данную пластину, возникает при выходе пластины из-под каждого щеткодержателя, число которых обычно равно числу полюсов 2 р, а число искрящих пластин равно числу пазов z. Рекомендуется, чтобы предельно допустимая величина kк не превосходила 20 – 30 Вт/см (при этом не будет чрезмерного износа коллектора).
Экспериментальная проверка коммутации и настройка добавочных полюсов.
Обычно машины постоянного тока при выпуске с завода проходят контрольные испытания, в которые входит и проверка качества коммутации (обычно визуальная). Головные образцы машин проходят более основательную проверку коммутации, в процессе которой путем изменения величины воздушных зазоров в магнитной цепи добавочных полюсов устанавливают оптимальную величину коммутирующей э.д.с.
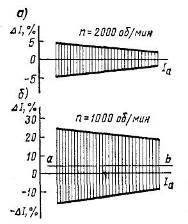
Основным методом проверки и наладки коммутации является экспериментальное определение зоны безыскровой работы (путем подпитки обмотки добавочных полюсов). Для этой цели в обмотку добавочных полюсов от специального генератора (рис. 2.44) подают дополнительный ток ΔI (ток подпитки), вследствие чего изменяется ее м.д.с. Fдo6. При этом изменяются индукция Вк в зоне коммутации и величина коммутирующей э.д.с. ек.ср. При проведении опыта, постепенно увеличивая м. д. с. добавочных полюсов, добиваются появления искрения под щетками и фиксируют ток подпитки +ΔI Затем изменяют направление тока подпитки и повторяют опыт, добиваясь снова появления искрения под щетками при токе – ΔI. Этот опыт проводят при постоянной частоте вращения n и различных значениях тока якоря. По полученным данным строят зону безыскровой работы машины (см. заштрихованную зону на рис. 2.45). Обычно при построении зоны безыскровой работы величину тока подпитки выражают в процентах от номинального тока якоря. Ширина зоны безыскровой работы характеризует устойчивость коммутации машины при случайных отклонениях условий коммутации от оптимальных, что всегда имеет место в эксплуатации. При номинальном режиме предельная допустимая неточность компенсации реактивной э.д.с. примерно равна половине ширины зоны безыскровой работы: Δпред% ≈ 0,5bв.ном%.
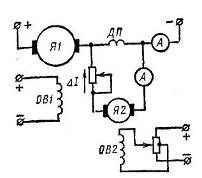
Рис. 2.44 – Схема экспериментальной установки для определения зоны безыскровой работы:
Я1 – якорь исследуемой машины: ОВ1 – ее обмотка возбуждения;
ДП – ее обмотка добавочных полюсов; Я2 – якорь вспомогательного генератора;
ОВ2 – его обмотка возбуждения