Ремонтные работы
При изломе или ослаблении контактных пружин, повреждениях антикоррозийного покрытия, пружины заменяют.
Ремонт катушек электромагнитов. Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение – трещины длиной до 15 мм в каркасе. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10–15 мин подсушивают на воздухе, далее наносят второй слой и выдерживают еще 5–10 мин. После этого склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5–2 ч при температуре 100–110 °С, после чего охлаждают и снимают бандаж.
При пониженном сопротивлении изоляции (менее 0,5 МОм) катушку помещают в сушильный шкаф с температурой 60–70 °С на несколько часов. После этого проверяют сопротивление изоляции и, если достигнута норма (не менее 1 МОм), сразу же производят ее пропитку одним из лаков БТ-988 или БТ-987-М и вторично сушат в течение 8 ч при температуре 105 °С.
При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек.
При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой.
Ремонт каркасных катушек. Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Концы провода катушки зачищают шлифовальной шкуркой, облуживают и припоем ПОС-30 припаивают к проводнику вывода. Вывод состоит из листовой или латунной детали с припаянным к ней проводником большего сечения, чем провод обмотки, для обеспечения механической прочности вывода. Место пайки изолируют.
Перед установкой на намоточный станок каркас следует обернуть двойным слоем электроизоляционной бумаги толщиной 0,02–0,03 мм и конец ее приклеить к каркасу. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Провод при намотке должен ложиться ровным плотным слоем. Между 1-м и 2-м слоями обмотки укладывают межслоевую изоляцию из изоляционной бумаги. Если катушка нагревостойкая, то для межслоевой изоляции используют тонкую стеклоткань.
Выводы обмотки могут быть мягкими или жесткими. Мягкие выполняют из гибких монтажных проводов. Место пайки мягкого вывода с обмоткой изолируют поливинилхлоридной трубкой, на которую накладывают полоску лакоткани.
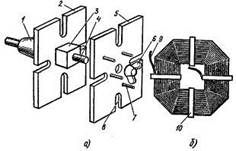
Рисунок 7 – Разъемная оправка (а) и бескаркасная катушка (б):
1 – деталь, 2,5 – щеки, 3 – втулка, 4 – штырь, 6 – гайка, 7 – шпилька, 8 – щель, 9 – вывод, 10 – бандаж
Жесткие выводы, как указано выше, делают из предварительно луженых латунных полосок. От обмотки их изолируют прокладками. Выводы, припаянные к катушке, крепят нитками. Места пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода.
Ремонт бескаркасных катушек. По размерам дефектной катушки изготовляют разъемную оправку (рисунок 7, а). Размер ее с учетом изоляции катушки должен соответствовать сердечнику, для которого предназначена катушка. Оправку устанавливают на токарном станке и закрепляют за деталь 1 или на специальном намоточном приспособлении. На оправку укладывают в четырех местах по периметру тафтяную ленту с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа 10 (рисунок 7, б). По тафтяной ленте втулку оправки оборачивают двумя слоями электрокартона толщиной 0,2–0,3 мм и шириной, равной высоте катушки. К началу обмотки припаивают припоем ПОС-30 кусок гибкого медного провода (вывод 9). Место пайки изолируют полоской миканита.
При намотке катушки каждый слой покрывают пропиточным лаком и тонкой электротехнической бумагой шириной на 5–7 мм больше высоты катушки. Эти края бумаги завертывают под крайние витки следующего слоя катушки.
К концу обмотки также припаивают кусок гибкого провода для вывода. Катушку бандажируют ранее уложенной тафтяной лентой. Изготовленные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80–90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком МЛ-92 и держат до прекращения выделения пузырьков, после чего еще раз сушат в течение 4–5 ч при температуре 100–110 °С. Высушенную обмотку катушки обматывают двумя-тремя слоями изоляционной бумаги, двумя слоями лакоткани или тафтяной лентой, очищают выводы и каркас от слоя лака, наклеивают бирку.