Штампованные инструментальные стали
При использовании плазменного упрочнения для повышения твердости деталей изготовленных из этих сталей рекомендуется использовать режимы упрочнения, позволяющие добиться неполного растворения карбидов (достаточного для насыщения мартенсита) и меньшего содержания остаточного аустенита. Это достигается при максимальных скоростях обработки.
Плазменному поверхностному упрочнению подвергались стали коррозионностойкие типа 20X13, 30X13, 40X13, 95X18, 25Х13Н2, рессорно-пружинные стали типа 65Г, 60С2, 50ХФА, а также стали для отливок типа 35Л, 45Л, 20ФЛ.
Табл. 2.11
Микротвердость легированных сталей после плазменного упрочнения
|
Сталь |
Микротвердость Н, Мпа |
Глубина упрочненного слоя, мм | |
|
Исходной структуры |
В закаленной зоне | ||
|
30Х 40Х 50Х 40ХН 50ХН 30Г 45Г 50Г 20ХГР 30ХГТ 15ХФ 40ХФА 40ХС 30ХГСА 35ХМ 20ХН3А 38ХГН 45ХН2МФА 38Х2МЮА 38ХН1М 18Х2Н4МА |
1800-2000 1900-2300 2000-2100 2200-2250 2300-2400 2100-2200 2100-2200 2200-2300 1800-1900 1800-2000 1750-1900 2000-2100 1900-2000 1800-1950 1900-2100 1800-2100 2000-2100 2100-2200 2200-2300 2200-2300 2200-2100 |
8800-9000 9500-10500 11000-12000* 9200-10500 10700-11500 7900-8200 9500-10500 11200-12500* 7200-8600 8100-9500 7900-8500* 10500-11200 9800-11000 7500-7900 8300-9800 9000-10000* 10500-11000* 12200-13000 12100-13000 10000-11500* 13000-13800 |
0,1-3 0,1-3 0,1-3 0,1-4 0,1-4 0,1-2,5 0,1-4 0,1-5 0,1-2 0,1-3 0,1-3,5 0,1-3 0,1-3,5 0,1-4 0,1-3,5 0,1-3,5 0,1-4 0,1-4 0,1-4 0,1-4,5 0,1-4,5 |
* - Режим обработки с оплавлением поверхности
Плазменное упрочнение коррозийных сталей проводилось без оплавления и с оплавлением поверхностности. Микротвердость упрочненного слоя на этих сталях очень высокая, по сравнению с печной термообработкой, табл. 2.12.
Структура упрочненного слоя при оплавлении поверхности состоит из мартенсита, остаточного аустенита и карбидов. Количество остаточного аустенита достигает у поверхности 35-45 %.
Максимальная микротвердость приходится на слой закалки из твердой фазы, где частично сохраняются нерастворившиеся карбиды и небольшое содержание остаточного аустенита (по сравнению с оплавленной зоной).
Табл.2.12.
Микротвердость коррозионностойких сталей после
плазменного упрочнения
|
Сталь |
Микротвердость упрочненного слоя Н, Мпа | ||
|
Печная закалка |
Плазменная закалка | ||
|
без оплавления |
с оплавлением | ||
|
20Х13 30Х13 40Х13 95Х18 25Х13Н2 |
4800-5600 5000-5800 6000-6800 7800-8900 6900-7400 |
5500-6000 6200-7500 8800-9400 9000-10500 9500-11000 |
8900-9500 9000-10500 9500-11000 10000-11500 11200-12500 |
|
|
При плазменном упрочнении без оплавления максимальная твердость по глубине также находится на некотором расстоянии от поверхностности. В поверхностном слое фиксируется небольшое количество (5-10 %) остаточного аустенита.
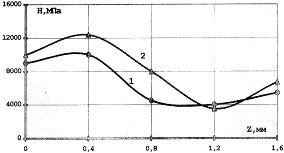
Обработка рессорно-пружинных сталей 65Г,80С2, 50ХФА с оплавлением и без оплавления поверхности не отличается от обработки углеродистых и легированных сталей, рис. 2.25.