Способы плазменного поверхностного упрочнения

Рис. 2.13. Способы плазменного поверхностного упрочнения материалов
В настоящее время наиболее широко исследуются следующие направления:
1. Закалка сплавов из твердого состояния со скоростями нагрева и охлаждения 102-104ºС\с;
2. Закалка сплавов из жидкого состояния с высокими скоростями плавления и кристаллизации 102 – 105 º С\с ;
3. Поверхностное легирование, наплавка материала, обработка предварительно нанесенных на металл покрытий, нагрев поверхностных слоев после традиционной ХТО;
4. Оплавление и затвердевание с высокими и сверхвысокими скоростями (104- 107 °С\с), приводящие к аморфизации (стеклованию) тонкого поверхностного слоя.
На стадии лабораторных исследований находится плазменное ударное упрочнение, реализуемое за счет коротких промежутков времени. Газодинамический напор плазменного потока создает в зоне обработки давление, ( 400-800 МПа), что значительно выше предела текучести аустенита. Многочисленные исследования в области плазменного упрочнения [9, 10, 13, 14, 23-26] с использованием электронной и оптической микроскопии показали, что зона термического воздействияплазменной струи (дуги) имеет форму сегмента и по своему строению аналогична ЗТВ электронного и лазерного луча [1, 16. При нагреве плазменной струей (дугой) поверхности металла происходит нагрев поверхности слоя до различных температур, вследствие чего он имеет слоистое строение. В зависимости от микроструктуры и микротвердости в сталях по глубине различают три слоя.
- Первый слой - зона оплавления, имеет место при закалке из расплавленного состояния. Зона оплавления имеет столбчатое строение с кристаллами, вытянутыми в направлении теплоотвода. Основная структурная составляющая мартенсит.
- Второй слой - зона закалки из твердой фазы, образующийся в интервале температур Тпл › Тзак › ТАс1. По глубине слой характеризуется сильной структурной неоднородностью, т.к. наряду с полной закалкой происходит неполная закалка. В верхней границе слоя, ближе к поверхности, наблюдается мартенсит и остаточный аустенит. В нижней границе слоя, ближе к исходному металлу, наряду с мартенситом наблюдаются элементы исходной структуры: феррит в доэвтектоидных сталях и цементит в заэвтектоидных.
- Третий слой - переходная зона, в которой металл нагревается до температур ниже точки Ас1, в котором основными структурами являются структуры отпуска.
Слоистое строение упрочненной зоны характерно для всех способов плазменного упрочнения. Конкретные структуры и строение зоны плазменного воздействия для каждого способа и типа стали будут рассмотрены ниже. Геометрические параметры зоны плазменного нагрева характеризуются шириной и глубиной упрочненного поверхностного слоя, которые для большинства способов зависят от параметров режима упрочнения (мощности плазменной струи (дуги), дистанции упрочнения, скорости обработки), рис. 2.14.
В работах [23-25] для определения интервала гарантированного упрочнения (ИГУ) металлов используется энергетический параметр плотность энергии по
Поверхности W, Дж/мм 2. Первый энергетический порог W1 соответствует началу аустенитных превращений в стали.
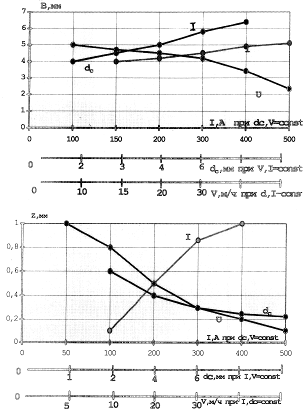
Рис. 2.14. Влияние параметров процесса упрочнения
на геометрию упрочненной зоны: ширину В/а/ и глубину Z/б/.
При дальнейшем увеличении плотности энергии поверхностная твердость в зоне плазменного воздействия резко возрастает и при втором критическом значении достигает почти максимальной величины. В диапазонеW1 – W2процессы α→γ