Быстрорежущие инструментальные стали
При упрочнении без оплавления поверхности, структура закаленного слоя состоит из мелкоиголъчатого мартенсита + остаточного аустенита + карбиды. Твердость стали (9500-12300 МПа) превосходит твердость после обычной термообработки, рис.2.23.
Для быстроорежущих сталей также возможно использовать обработку холодом после плазменного упрочнения, что повышает твердость упрочненной зоны на стали Р6М5 с 10000 до 12000 Мпа, на стали Р18 до 11500 Мпа, Р9М4К8Ф до 13800 Мпа.
Для повышения твердости закаленной быстрорежущей стали после плазменного упрочнения можно использовать отпуск, что благоприятно изменяет структуру и фазовый состав стали, табл. 2.9.
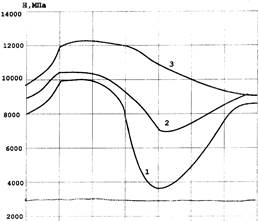
Рис. 2.23. Микротвердость стали Р18(1), Р6М5 (2) и Р9М4К8Ф (3) после плазменного упрочнения без плавления
При упрочнении быстрорежущих сталей наиболее эффективно упрочнение без оплавления поверхностности. Оптимальные значения плазменного упрочнения необходимо подбирать для каждого инструмента из той же стали. Кроме того, повышение твердости предварительно закаленной стали очень сильно зависит от длительности плазменного нагрева (зависимость для быстрорежущих сталей НV=f(t)) имеет экстремум), т.к. длительность нагрева определяет скорость фазовых и структурных превращений в упрочненном слое.