Сварочные генераторы для автоматизированной сварки
Несколько другие требования предъявляются к внешним статическим характеристикам сварочных генераторов, предназначенных для автоматизированной сварки на аппаратах, оснащенных автоматическими регуляторами режима сварки (автоматы, полуавтоматы). Саморегулирование дуги при этом способе сварки проявляется наиболее эффективно в том случае, когда сварочный генератор имеет более пологие или даже возрастающие (жесткие) внешние статические характеристики.
Таким образом, для автоматизированных способов сварки с саморегулированием дуги требуется, чтобы сварочный генератор имел семейство жестких внешних статических характеристик.
Из перечисленных видов внешних статических характеристик сварочных генераторов наибольшую трудность представляет получение семейства регулируемых крутопадающих внешних статических характеристик. В отечественной и зарубежной практике применялось несколько схем коллекторных генераторов для этих целей;
· сварочные генераторы поперечного поля;
· сварочные генераторы с расщепленными полюсами;
· сварочные генераторы с последовательной обмоткой возбуждения.
В СССР выпускались генераторы всех указанных типов, однако в последние годы в связи с простотой конструкции и энергетическими преимуществами коллекторные сварочные генераторы выпускаются в СССР только по схеме с последовательной обмоткой возбуждения. Эти генераторы составляют основную долю парка эксплуатируемых машин. Поэтому в этом разделе рассматриваются только генераторы с последовательной обмоткой возбуждения. Принципиальная схема генератора с последовательной обмоткой возбуждения показана на рис. 1.
При холостом ходе генератора (сварочная цепь разомкнута) на его зажимах создается напряжение холостого хода, равное по значению ЭДС, создаваемой в обмотке якоря ОЯ. Это напряжение при прочих равных условиях зависит от магнитного потока, который создается обмоткой возбуждения ОВН и, в свою очередь, определяется током возбуждения в этой обмотке, изменяемым с помощью, регулировочного реостата R.
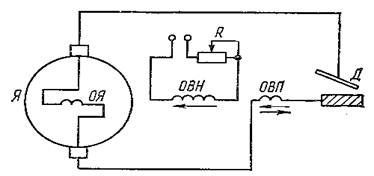
Рис. 1 - Принципиальная схема коллекторного сварочного генератора для дуговой сварки
После зажигания дуги Д в цепи якоря Я генератора протекает сварочный ток, проходящий и через витки последовательной обмотки возбуждения ОВП, которая включена при работе на крутопадающих характеристиках таким образом, что создаваемый ею магнитный поток направлен против магнитного потока, создаваемого намагничивающей обмоткой ОВН. В результате этого с ростом сварочного тока суммарный поток в воздушном зазоре генератора уменьшается, уменьшается и ЭДС, наводимая в обмотке якоря, и напряжение на зажимах сварочного генератора. Получается крутопадающая внешняя статическая характеристика. Следует отметить, что в большинстве сварочных генераторов, особенно предназначенных для установки в сварочные агрегаты, обмотка независимого возбуждения питается не от постороннего источника, а от «третьей», добавочной, щетки, установленной между главными щетками, т. е. генераторы выполняются с самовозбуждением.
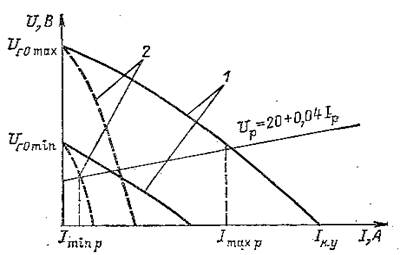
Примерный вид внешних крутопадающих статических характеристик генератора показан на Рис. 2. Характерными величинами для семейства внешних характеристик являются пределы регулирования сварочного тока. И соответствующие им пределы напряжения холостого хода также соответствующие установившийся ток короткого замыкания и крутизна (наклон) внешних статических характеристик в рабочей зоне. Максимальное значение напряжения холостого хода ограничивается условиями безопасности работы сварщика и в соответствии с ГОСТ 304-82 не должно превышать 100 В. Минимальное значение напряжения холостого хода в некоторой степени определяет стабильность горения дуги при сварке на минимальных токах и поэтому для отечественных коллекторных генераторов не должно быть меньше 45-50 В. Соображения по выбору наклона внешней характеристики были приведены выше. Как видно из рис. 2, генератор имеет два диапазона регулирования тока. В некоторых случаях их может быть и больше.