Тепловые процессы и материалы при плазменном нагреве
Табл. 2.1.
Влияние способа подачи газа (аргона) в сопло, геометрия сопла и катода на эффективный КПД нагрева и коэффициент сосредоточенности плазменной дуги
Геометрия сопла
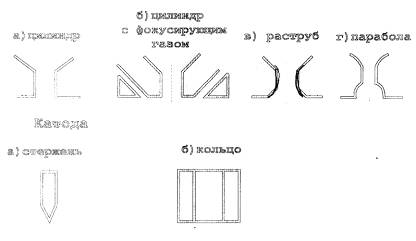
по сечению сопла. При использовании сопла с фокусирующим газом коэффициент сосредоточенности увеличивается. От степени обжатия столба дуги зависят энергетические характеристики плазмотронов (напряжение дуги, эффективная тепловая мощность, концентрации теплового потока и др.), [26,27]Так сжатие дуги, горящей в аргоне при силе тока 150-200Д-А (за счет изменения диаметра сопла и его положения по длине вольфрамового катод а), привело к увеличению напряжения дуги и напряженности электрического поля в столбе дуги, рис,2.2.
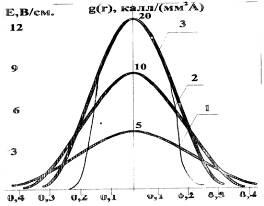
Рис.2.2. Распределение теплового потока дуги
g(
r) по радиусу пятна нагрева малоамперной дуги в зависимости от степени сжатия [ 26]. 1-свободно горящая электрическая дуга;
2- незначительно сжатая электрическая дуга; 3- сжатая электрическая дуга
Исследования, проведенные Новокрещеновым М.М., Рыбаковым Ю.В., Бадьяновым Б.Н., Давыдовым В.А. показали, что на коэффициент сосредоточенности аргоновой плазменной дуги оказывают влияние добавки WF6, SF6, SiCl4, CCl4 и других газов. Так небольшая добавка (0,02-0,5 %) ВР3 к аргону при одинаковых начальных условиях увеличивает эффективный КПД нагрева в среднем на 10-15 %, табл.2.2.
Влияние добавок галогенидов к плазмообразующеьу газу на коэффициент сосредоточенности и эффективный КПД нагрева.
Табл.2.2.
|
Плазмообразующий газ |
Эффективный КПД нагрева, % |
Коэффициент сосредоточенности, см2 |
|
Ar Ar + BF3 Ar + CCl4 Ar + WF6 |
60 68 66 70 |
11,6 14,5 13,8 15,2 |
Увеличение коэффициента сосредоточенности объясняется деионизирующим воздействием галогенов в периферийной области столба дуги, что приводит к уменьшению сечения области проводимости и к повышению температуры.
Известно положительное влияние галогенов на увеличение глубины проплавления при аргоно-дуговой сварке, что также связывается с эффектом контрагирования столба сварочной дуги. Проведенные автором эксперименты показали, что при плазменном поверхностном упрочнении в режиме дуги через слой галогенида, глубина уточненного слоя стали 45 увеличивается в 1,2-2,5 раза. Эффект увеличения глубины упрочнения тем выше, чем больше атомов галогена содержит флюсэ а также выше потенциал ионизации металла, входящего в соединение с галогеном, Галогены, увеличивающие глубину упрочненного слоя можно расположить в следующем порядке: фтор,->бром,->хлорэ->йод. Нанесение галогенов на поверхность металла связано с определенными трудностями, что ограничивает применение этого эффекта на практике.
При использовании импульсной плазменной струи старость нагрева поверхности металла при длительности теплового импульса в пределах 100 мкс, достигает 107 º
С\с, а скорость охлаждения 106 º
С\с. При сокращении длительности импульса до 10 мкс, скорость нагрева и охлаждения увеличивается на порядок. Распределение теплового потока импульсной струи описывается кривой нормального распределения , а коэффициент сосредоточенности имеет несколько большее значение [8]
(2.11)
![]()
По концентрации теплового потока в пятне нагрева импульсные плазменные струи приближаются к электронному лучу и намного превосходят стационарные плазменные струи. Тепловые процессы при плазменном поверхностном упрочнении наиболее просто можно вычислить по известным аналитическим выражениям [7], которые представляют собой решение дифференциальных уравнений теплопроводности в линейной постановке при линейных граничных условиях.
Уравнение процесса распространения тепла в массивном полубесконечном теле от мощного быстродвижущегося нормально-распределенного источника нагрева, каким является плазменная струя, имеет вид [7,9]
(2.12)
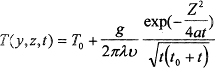
гдеТ - температура нагрева;
у,z - ширина и глубина пятна нагрева;
t - время;
То - температура тела;
g - эффективная мощность плазменной струи;
λ,α - коэффициенты теплопроводности,температуропроводности;
υ - скорость перемещения источников.