Тепловые процессы и материалы при плазменном нагреве
gn - полная мощность, подводимая к плазмотрону;
S - площадь, обрабатываемая плазменной струей.
В случае упрочнения без оплавления поверхности, необходимо, чтобы Ттах а поверхности! материала не превышала температуру плавления
(2.21)
Ттах
≤Тпл
Тогда, согласно (2.19) и (2.21), должно выполняться условие
(2.22)
g
т
√
t
≤ Тпл аср
√ π /
4 a
где знак равенства соответствует максимальной глубине закалки, без оплавления поверхностности.
Рассмотрим пятно нагрева радиусом r
, движущиеся по поверхности металла со скоростью υи одновременно совершающее пилообразные колебания частотой f
и амплитудой 2
d
перпендикулярно направлению υ,
рис. 2.2.
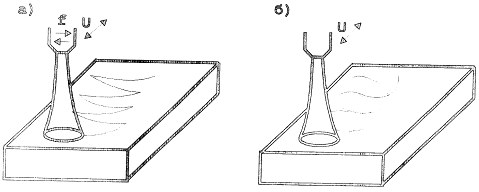
Рис.2.2. Схемы линейного (а) и кругового (б) сканирования.
Сканирующая плазменная струя создает на обрабатываемой поверхности усредненный источник тепла, размерами 2
r
* 2
d
, движущийся со скоростьюυ,
для которого время нагрева определяется соотношением:
t
1
=2
r
/υ
(2.23)
а плотность мощности: g
т
=
g
эф
/ 4
rd
где gэф - эффективная тепловая мощность.
Из (2.22) следует, что для максимальной глубины закалки необходимо, чтобы выполнялось условие:
(2.24)
g
т
√
t
1
= Тпл аср√π / 4а
Кроме того, сканирующая плазменная струя создает концентрированный источник тепла диаметром 2
r
, скорость которого определяется из амплитуды и частоты колебаний, тогда время нагрева можно записать как:
(2.25)
t
2
= 2( 2
r
/ 4
df
) =
r
/
df
Множитель 2 означает, что в крайних точках пятно нагрева находится вдвое дольше, чем в промежуточных. Тогда плотность мощности соответственно равна:
( 2.26)
g
т2
=
gn
/ π
r
2
С целью исключения оплавления поверхности в крайних точках необходимо выполнение условия:
(2.27)
g
2
√ τ2 ‹
g
1
√τ1 ≤ Тпл аср√π / 4а
Амплитуда и частота сканирования должны соответствовать выражениям
(2,28)
√ d /f ‹ πr√8υ
или
![]()
Выражение (2.28) показывает, что частота сканирования должна увеличиваться с уменьшением пятна нагрева, с ростом скорости обработки и амплитуды сканирования. На тепловые процессы и размеры упрочненной зоны, помимо параметров режима работы плазмотрона (сила тока, расход газа и т.) оказывают влияние и параметры ведения технологического упрочнения, такие как скорость обработки, дистанция обработки, угол наклона плазменной струи (дуги) к обрабатываемому изделию и др.
При разработке технологических процессов на практике необходимо иметь простые 9 удобные аналитические выражения для расчета основных параметров упрочнения. В работах по плазменному упрочнению [10, 12 - 14] используются различные аналитические выражения. Так в работе [12] скорость нагрева локальной зоны определяется из выражения:
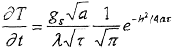
где gs - плотность мощности плазменной дуги;
α, λ- коэффициенты температуропроводности и теплопроводности;
τ - время воздействия;
h- глубина упрочнения.
Значение плотности мощности плазменной дуги достаточной для фазовыхпревращений определяют:
![]()
где Тзак - температура закалки;
В - коэффициент аккумуляции теплоты.
Глубина закаленного слоя определяется из выражения:
![]()
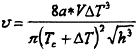
где Р - мощность плазменной дуги;
υ - скорость обработки;
d- диаметр пятна нагрева;
ρ - плотность материала;
Ст - удельная теплоемкость;
Q- теплота плавления;
Кв- коэффициент, учитывающий качество обрабатываемой поверхностности.
Скорость обработки определяется как:
В работе [13] используется зависимость глубины закалки от параметра
h
= Р/ (
dc
υ)0,4